
|
|
| Brand Name: | kingrail |
| Model Number: | 350mm |
| MOQ: | Negotiable |
| Price: | Negotiable |
| Packaging Details: | standard export package, or as per customer request |
| Payment Terms: | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
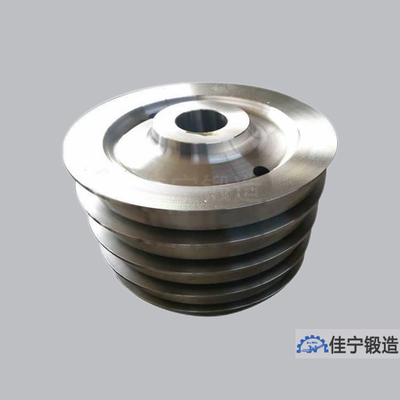
Detailed specification of Standard Railway wheel profiles customized production for United States
double and single flange mobile rail steel wheel
Carbon steel: C45, C50, C55, C60, 4330, C35, 65Mn
Alloy steel: 4140, 42CrMo, 40CrNiMo, 4340, 34CrNiMo6
Standard Railway wheel profiles customized production for United States is mainly used for RRV, Road-rail dual-use vehicles
An intermittent quenching method for railway wheels belongs to the field of heat treatment of railway wheels. The present invention is carried out according to the following steps: S1, heating the entire wheel to complete austenitization; S2, alternately performing water cooling and air cooling on the wheel, so that the entire rim area forms a uniform fine pearlite+ferrite structure; wherein cooling The process includes the first stage and the second stage, the water volume V1 in the first stage is less than the water volume V2 in the second stage, the alternating times of circulating water/air cooling in the first stage is N1, and the alternating times of circulating water/air cooling in the second stage is N2, N1>N2. The invention overcomes the problem of poor performance of the wheel caused by the conventional quenching method in the prior art, can effectively avoid the formation of an abnormal structure caused by the conventional quenching method in the near surface layer of the tread, reduce the depth of the abnormal structure as much as possible, thereby effectively improving the whole life cycle of the wheel Internal service performance, extending the service life of the wheel.
A railway wheel storage device, the storage device comprises: an inverted U-shaped pillar with hooks, a plurality of pillars uniformly distributed on the circumference of the two sides of the pillar with hooks in the circumferential direction, and a plurality of pillars distributed in the vertical direction at intervals between the pillars with hooks and each An annular inner support frame on the inner side of the column, and an annular outer support frame arranged at the bottom of the column with hook and each column; wherein, the column with hook and the bottom of each column are located in the same horizontal plane, and the outer support frame is connected with the column with hook and the bottom of each column. The bottom of the upright column is fixedly connected into one body; a plurality of inner support frames are fixedly connected with the hooked column and each upright column to form a cylindrical whole. When the utility model is used, only the wheel hub hole of the railway wheel needs to be inserted into the cylindrical part formed by the hook strut and each upright column in sequence from the top with the hook strut, and at least 4-5 wheels can be stored, which occupies less space and has high storage efficiency. The utility model can be widely used in the storage and transportation of railway wheels and wheel-shaped accessories with center holes
Strength of carbon steel railroad wheels and axles for train bogies
1. Forging production, longer lifespan, for smaller quantity, free forging, for big quantity, precision forging with mould
2. Diameter: 0-1450mm, 6",8",10",12",14",16",20",24",28",30",34",36",40",42",etc
3.100% inspection before delivery
Usage of Standard Railway wheel profiles customized production for United States
Train, railcars, light rail, street car, metro, freight car, railway wagon for mining, rail trucks, ballast rail cars, Hy-rail hirail cars, etc
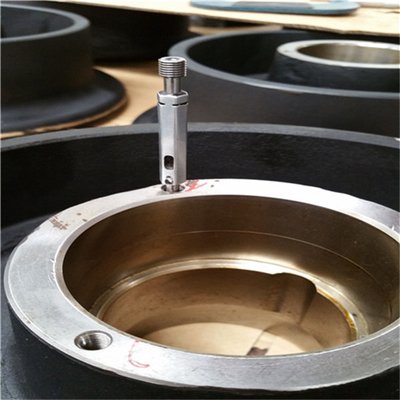
The Production Railway Wheels Process Standard Railway wheel profiles customized production for United States
1. Wheels Steel Melting 2. Round Billet Sawing Cutting 3. Heating 4. Phosphorus 5. Stamping Forming 6. Rolling 7. Bending Punch 8. Hot Stamping 9. Laser Measurement 10. Drop Stack 11. Roughing 12.Hardening 13.Tempering 14. Sampling 15. Pre-processing 16. Finishing 16. The Cold Print 17. Static Equilibrium 18. The Cold Print 19. Hardness Testing 20. Ultrasonic Testing 21. Magnetic Particle Testing 22. Shot Peening 23. Painting Packaging
![]()
Main Testing and Inspection Device
| No. | Device | Type | Qty | Status | Note |
| 1 | End quenching machine | DZJ-I | 1 | working | Testing |
| 2 | Electric resistance furnace | SX2-8-12 | 2 | working | Testing |
| 3 | Inverted metallurgic microscope | 4XCE | 1 | working | Inspection |
| 4 | High temperature box resistance furnace | SX2-4-13 | 1 | working | Testing |
| 5 | Automatic digital display Rockwell hard-tester | 200HRS-180 | 1 | working | Inspection |
| 6 | Electronic Brinell hardness tester | THB-3000 | 1 | working | Inspection |
| 7 | HR-150B Rockwell hardness tester | HR-150B | 1 | working | Inspection |
| 8 | Rapid multi-element analyzer | JS-DN328 | 1 | working | Inspection |
| 9 | Electric arc furnace | JSDL-8 | 1 | working | Testing |
| 10 | Rapid multi-element analyzer(C & S) | JS-DN328 | 1 | working | Inspection |
| 11 | Infrared thermometer | AR872 | 2 | working | Inspection |
| 12 | Portable chemical composition analyzer | AR872 | 2 | working | Inspection |
| 13 | Test specimen sampler | KW30-6 | 1 | working | Inspection |


|



| Brand Name: | kingrail |
| Model Number: | 350mm |
| MOQ: | Negotiable |
| Price: | Negotiable |
| Packaging Details: | standard export package, or as per customer request |
| Payment Terms: | L/C, D/A, D/P, T/T, Western Union, MoneyGram |
Detailed specification of Standard Railway wheel profiles customized production for United States
double and single flange mobile rail steel wheel
Carbon steel: C45, C50, C55, C60, 4330, C35, 65Mn
Alloy steel: 4140, 42CrMo, 40CrNiMo, 4340, 34CrNiMo6
Standard Railway wheel profiles customized production for United States is mainly used for RRV, Road-rail dual-use vehicles
An intermittent quenching method for railway wheels belongs to the field of heat treatment of railway wheels. The present invention is carried out according to the following steps: S1, heating the entire wheel to complete austenitization; S2, alternately performing water cooling and air cooling on the wheel, so that the entire rim area forms a uniform fine pearlite+ferrite structure; wherein cooling The process includes the first stage and the second stage, the water volume V1 in the first stage is less than the water volume V2 in the second stage, the alternating times of circulating water/air cooling in the first stage is N1, and the alternating times of circulating water/air cooling in the second stage is N2, N1>N2. The invention overcomes the problem of poor performance of the wheel caused by the conventional quenching method in the prior art, can effectively avoid the formation of an abnormal structure caused by the conventional quenching method in the near surface layer of the tread, reduce the depth of the abnormal structure as much as possible, thereby effectively improving the whole life cycle of the wheel Internal service performance, extending the service life of the wheel.
A railway wheel storage device, the storage device comprises: an inverted U-shaped pillar with hooks, a plurality of pillars uniformly distributed on the circumference of the two sides of the pillar with hooks in the circumferential direction, and a plurality of pillars distributed in the vertical direction at intervals between the pillars with hooks and each An annular inner support frame on the inner side of the column, and an annular outer support frame arranged at the bottom of the column with hook and each column; wherein, the column with hook and the bottom of each column are located in the same horizontal plane, and the outer support frame is connected with the column with hook and the bottom of each column. The bottom of the upright column is fixedly connected into one body; a plurality of inner support frames are fixedly connected with the hooked column and each upright column to form a cylindrical whole. When the utility model is used, only the wheel hub hole of the railway wheel needs to be inserted into the cylindrical part formed by the hook strut and each upright column in sequence from the top with the hook strut, and at least 4-5 wheels can be stored, which occupies less space and has high storage efficiency. The utility model can be widely used in the storage and transportation of railway wheels and wheel-shaped accessories with center holes
Strength of carbon steel railroad wheels and axles for train bogies
1. Forging production, longer lifespan, for smaller quantity, free forging, for big quantity, precision forging with mould
2. Diameter: 0-1450mm, 6",8",10",12",14",16",20",24",28",30",34",36",40",42",etc
3.100% inspection before delivery
Usage of Standard Railway wheel profiles customized production for United States
Train, railcars, light rail, street car, metro, freight car, railway wagon for mining, rail trucks, ballast rail cars, Hy-rail hirail cars, etc
The Production Railway Wheels Process Standard Railway wheel profiles customized production for United States
1. Wheels Steel Melting 2. Round Billet Sawing Cutting 3. Heating 4. Phosphorus 5. Stamping Forming 6. Rolling 7. Bending Punch 8. Hot Stamping 9. Laser Measurement 10. Drop Stack 11. Roughing 12.Hardening 13.Tempering 14. Sampling 15. Pre-processing 16. Finishing 16. The Cold Print 17. Static Equilibrium 18. The Cold Print 19. Hardness Testing 20. Ultrasonic Testing 21. Magnetic Particle Testing 22. Shot Peening 23. Painting Packaging
![]()
Main Testing and Inspection Device
| No. | Device | Type | Qty | Status | Note |
| 1 | End quenching machine | DZJ-I | 1 | working | Testing |
| 2 | Electric resistance furnace | SX2-8-12 | 2 | working | Testing |
| 3 | Inverted metallurgic microscope | 4XCE | 1 | working | Inspection |
| 4 | High temperature box resistance furnace | SX2-4-13 | 1 | working | Testing |
| 5 | Automatic digital display Rockwell hard-tester | 200HRS-180 | 1 | working | Inspection |
| 6 | Electronic Brinell hardness tester | THB-3000 | 1 | working | Inspection |
| 7 | HR-150B Rockwell hardness tester | HR-150B | 1 | working | Inspection |
| 8 | Rapid multi-element analyzer | JS-DN328 | 1 | working | Inspection |
| 9 | Electric arc furnace | JSDL-8 | 1 | working | Testing |
| 10 | Rapid multi-element analyzer(C & S) | JS-DN328 | 1 | working | Inspection |
| 11 | Infrared thermometer | AR872 | 2 | working | Inspection |
| 12 | Portable chemical composition analyzer | AR872 | 2 | working | Inspection |
| 13 | Test specimen sampler | KW30-6 | 1 | working | Inspection |

